
Les bienfaits du Lean-Numérique
Le Lean c’est comme la qualité, tout le monde en parle, mais concrètement de quoi s’agit-il ? Concrètement il s’agit dans l’atelier et dans les bureaux de réduire les 2 gaspillages « prioritaires » de Taiichi Ohno : Le 1er est « la surproduction » et le 2ème est relatif aux « temps d’attentes ». Pour cela nous travaillons avec des concepts connus comme la maîtrise et la réduction des encours, la réduction des temps de changement d’outils et la réduction des non-conformités sur une ligne. C’est bien mais il y a un développement totalement passé sous silence qui a un impact sur la performance égale, c’est le Séquencement de vos opérations.
Un bon séquencement permet d’être agile
Particulièrement lorsque vous avez un grand nombre de références, des tailles de lots petites et surtout lorsque la connaissance métier est très importante comme en Suisse Romande. Ainsi nous ne recommandons plus comme par le passé d’aligner vos machines, de faire des lignes de production ! Nous recommandons de garder votre structure par compétences, et d’utiliser un « Séquenceur » qui diminuera vos encours, vos temps d’attente et en conséquence vos délais.
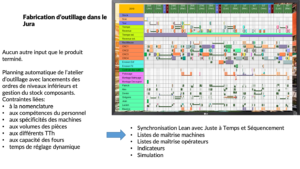
Un exemple ci-dessous, nous avons numérisé les flux apparemment complexes d’une organisation par métier.
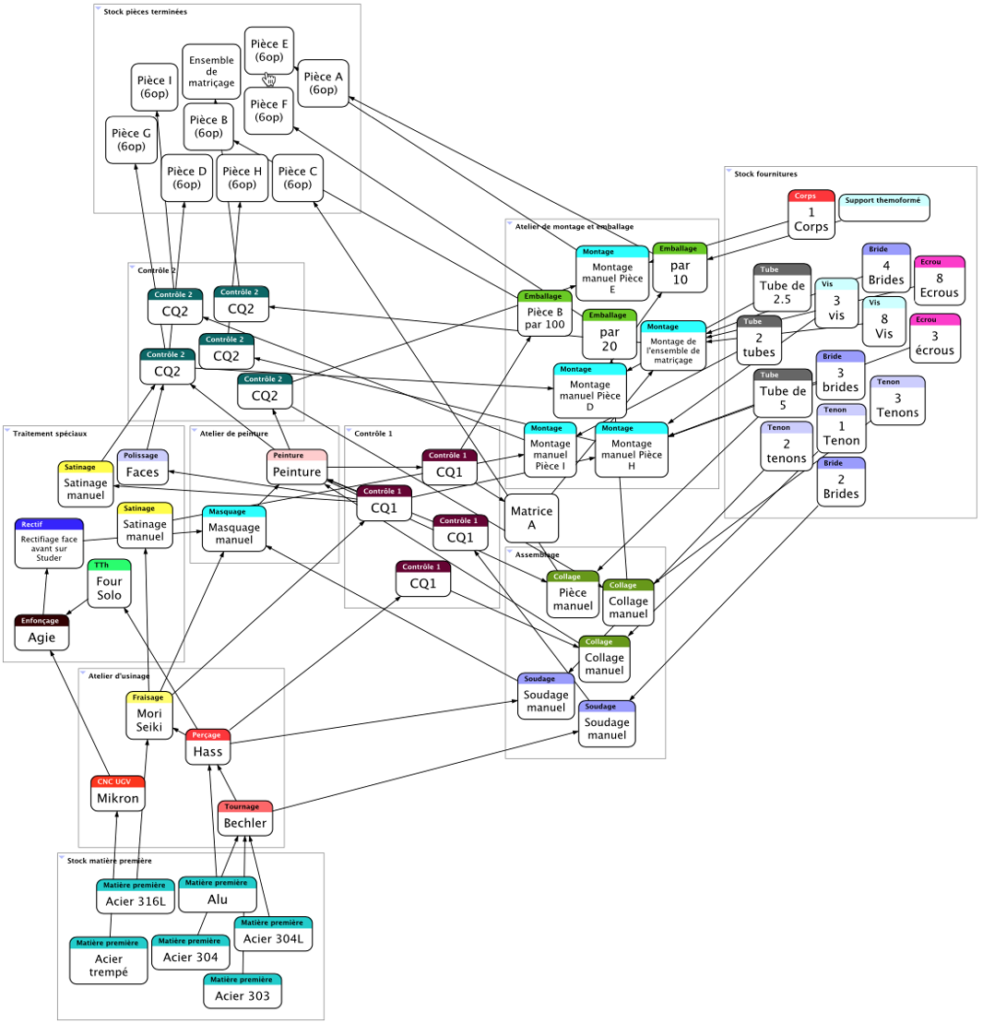
Dès que les flux sont numérisés vous avez accès à la simulation et cette simulation a vite mis en évidence les temps d’attentes. Après quelques scénarios et le choix du plus performant sélectionné nous avons réduit le délai de 43% avec des ouvertures d’horaires, un passage en 2 équipes, la modification d’une machine, l’avancement en partiels et la création d’une polyvalence.
Cela a été fait à la HEIG-VD, il faut dire que le choix du séquenceur est extrêmement important. HEIG-VD n’a pas lésiné sur les moyens puisqu’il utilise le séquenceur le plus rapide au monde, celui qui est utilisé chez Toyota et chez Foxconn.
Planification, Séquencement, Planning et Horaire
La planification est un terme très utilisé dans la vie courante, cependant il y a rarement une définition simple et dans le fond le concept reste un peu vague. Paradoxalement, même si chacun parle de planification, le concept tangible que chacun comprend bien c’est le Planning. Le Planning est tangible, c’est un document, un plan, comme par exemple un planning de cours à l’école ou bien un planning d’arrivées et de départs de trains dans une gare. Le planning donne l’information de quand une chose est sensée se passer. Il répond à la question « à quelle heure part le train ; …. », « si tout se passe bien, nous devrions monter dans le train à 12:15!»
Le planning réunit deux objets à un Horaire, dans le cas d’une famille qui veut prendre le train le 1er objet c’est la famille, le 2ème objet c’est le train et ce qui réunit les 2 c’est l’horaire du planning. Le planning répond à la question « Quand » est ce que le train partira, quand est-ce que le repas sera servi, ….
Une réponse pourrait être également apportée par la séquence dans laquelle les événements se succèdent plutôt que par l’horaire instantané.
- Dans le cas du repas, il sera servi dès que les patates seront cuites !
- Dans le cas du Bus, il partira dès que son plein d’essence sera fait !
Le séquencement répond également à la question « Quand ?»
Si nous prenons en considération que quelques événements peuvent être imprévisibles ou avoir une part de variabilité, cela sera pris en considération par des changements dans le planning. Nous pourrions dire par exemple que le bus partira à 08:00 à moins qu’il ne soit retardé par le remplissage d’essence. Si nous mettons une grosse contrainte sur le remplissage d’essence nous pouvons diminuer sa variabilité et ainsi apporter un gain de confiance aux utilisateurs que le bus partira effectivement à 08:00! En retour les utilisateurs pourront se créer une zone de sécurité en arrivant à la gare avec quelques minutes d’avance afin de gérer les causes communes inhérentes au trajet jusqu’à la gare.
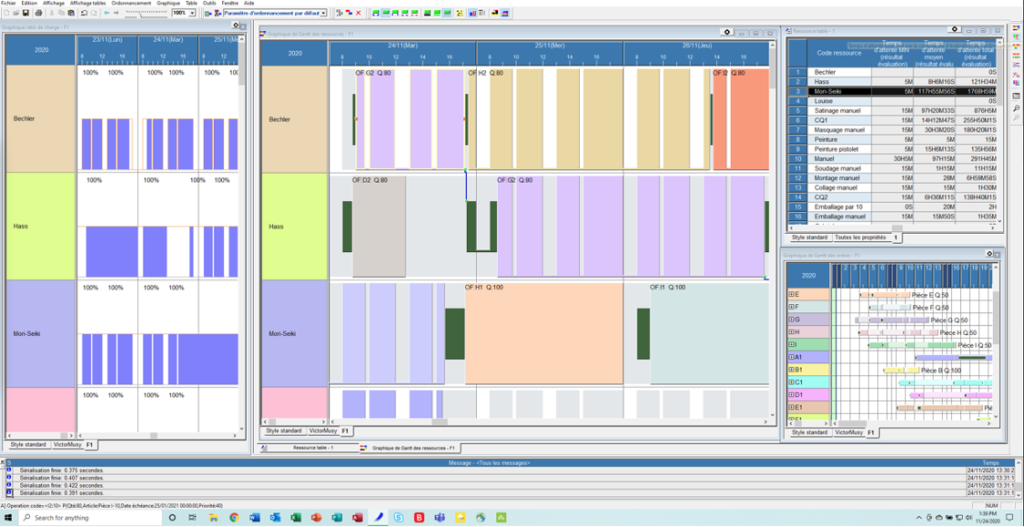
Un Planning Lean et un Planning pas Lean
Le planning peut être représenté sur un graphique de Gant. Comme pour un plan d’expérience, il y a un bon planning et un moins bon planning, et la différence vient du séquencement. Par exemple regrouper des ordres par températures de TTh pour remplir un four vient d’un bon séquencement. Un bon séquencement remplira le four entre 90 et 100% à chaque coup ; un mauvais séquencement fera passer les pièces une par une dans un four presque vide.
- Le Lean-numérique est principalement relatif au séquencement.
- Le Lean est également relatif à toutes les actions menées dans le Gemba (Kaizen) pour réduire par exemple le temps de préparation (SMED), augmenter une cadence de production, réduire le nombre de pièces défectueuses en mettant en place du SPC, etc… tout ce qui est relatif au Kaizen.
- Le Kanban permet la maîtrise des en-cours et lorsqu’il est bien construit également de faire un bon séquencement, par exemple si nous avons 3 pièces (A, B, C) qui passent sur une même ligne, si B se règle plus rapidement lorsqu’il passe après C nous lançons des séquences ACB-ACB-ACB
- Le Lean-Numérique avec Asprova permet de faire la même chose (maîtrise des en-cours et séquencement) mais sur une plateforme, ainsi nous ne sommes plus contraints d’aligner nos machines.
En Suisse Romande nous rencontrons fréquemment le point 2 car le point 3 est applicable pour les lignes presque mono- produits.
En impacts sur la performance le séquencement et égale, voire supérieur au point 2, particulièrement lorsque nous avons un très grand nombre de références et de petites tailles de lots, lorsque l’on recherche l’agilité, c’est le terrain de jeu de la Suisse Romande.
Le séquencement c’est de la stratégie, la planification c’est de la tactique
Lorsque l’on débute on pense que la planification est le processus qui permet d’obtenir le planning avec l’horaire que l’on pourra utiliser.
En fait, nous élaborons le planning en 2 étapes :
1ère étape : le séquencement nous permet d’établir une séquence en décidant comment nous allons sélectionner la prochaine étape.
2ème étape : la planification avec les horaires de départ et de fin des étapes ; les zones de sécurité font parties de la planification.
Un exemple ci-dessous le planning du tour de France 2020.

Que pensez-vous du séquencement ?
Que pensez-vous de la planification ?
Le séquencement c’est de la stratégie => pourquoi et quand une étape de plaine, pourquoi et quand un contre la montre et pourquoi et quand une étape de montagne, ….
La planification c’est de la tactique => comment faire une étape de plaine, comment faire un contre la montre, comment faire une étape de montagne, …
Il est très important de dissocier les 2.
On parle 1) de séquencement et 2) de planification qui contient les horaires, le tout étant représenté dans un planning.
On parle 1) de sequencing et 2) de scheduling qui contient le timing, le tout étant représenté par un schedule
Contact
Si le management de la transformation de votre organisation avec la méthodologie Lean-Numérique vous intéresse, prenez contact avec moi.
Frank => frank.paris@lean-numerique.com
DOQS => Trainer Lean SixSigma et APQP/PPAP
DOQS => Consultants pour la Suisse Romande en Développement Opérations Qualité et Stratégie
DOQS => Audit, Train & Consult
Profil linkedin
Dr. Frank Paris
Vidéo DOQS sur la formation asynchrone
Info sur le Lean-Numérique => lean-numerique.com

{kind=link}