SUISSE ROMANDE: PRODUCTION ET MONTAGE MACHINE EN MODE AGILE AVEC UN APS
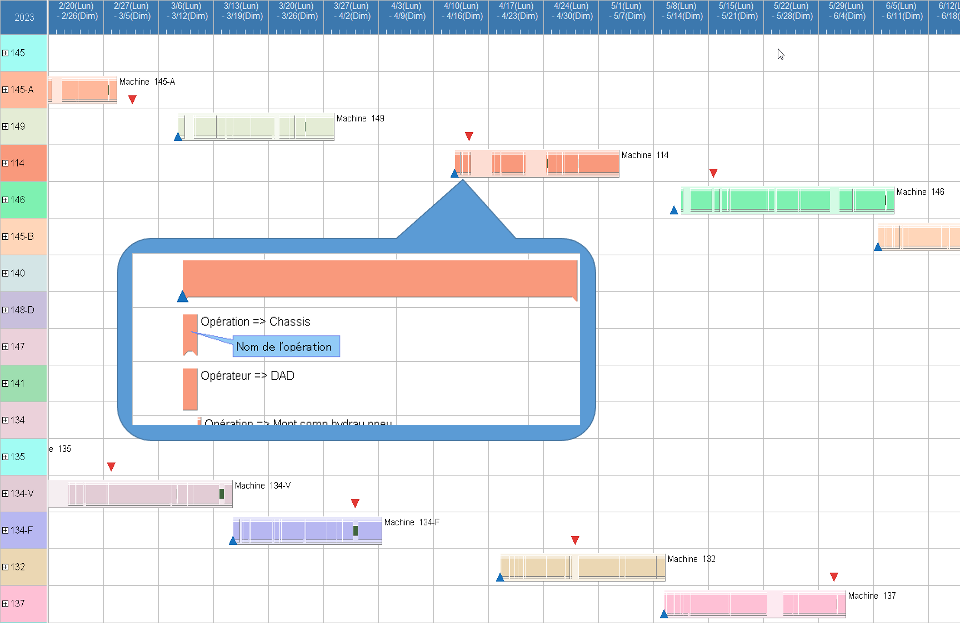
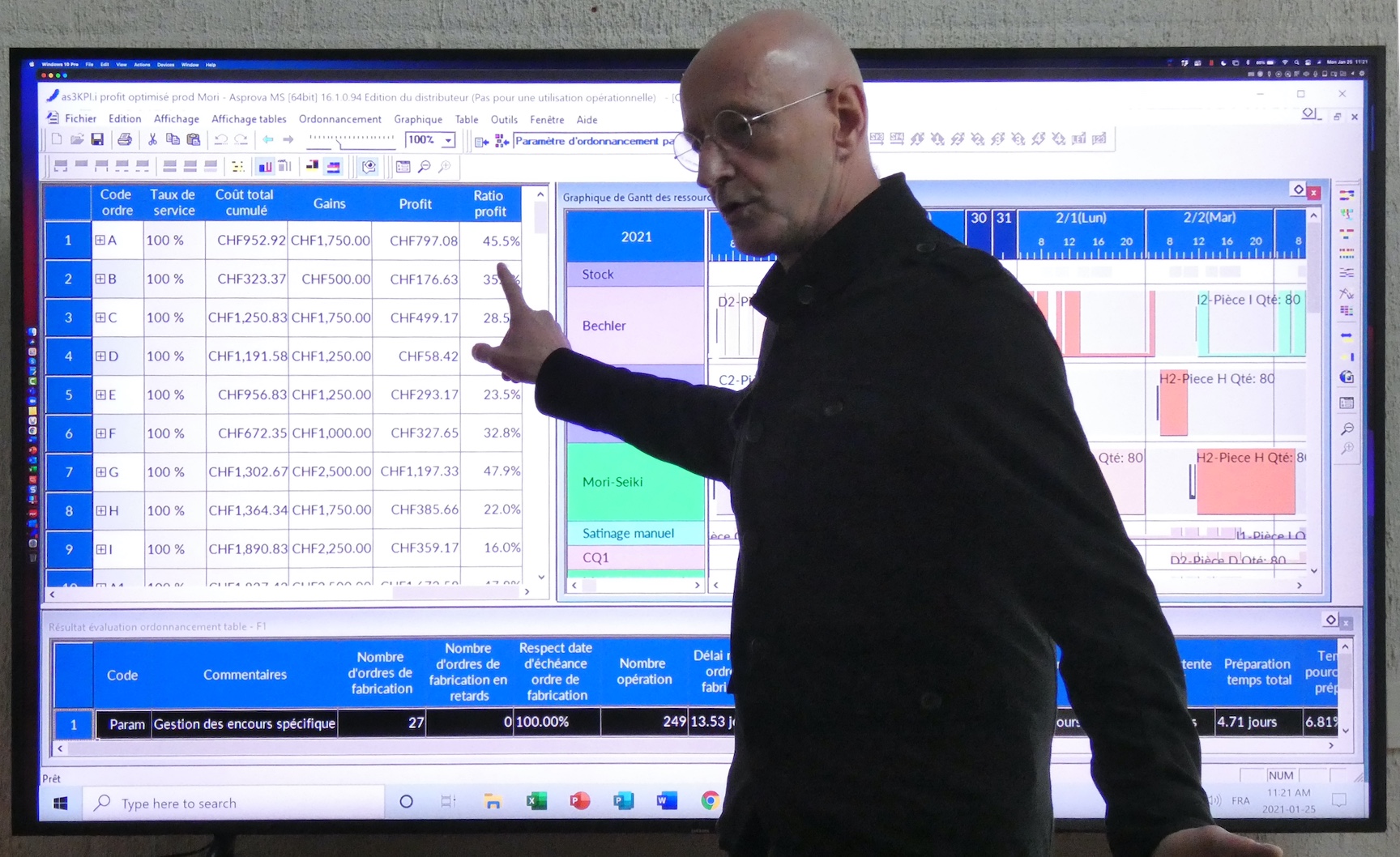
En Suisse Romande nous sommes fanatiques du jalonnement, dans certains cas c’est une erreur. Économisons nos espace cloud! Dans la photo ci-dessous chaque temps opératoire est maîtrisé, il suit une loi normale avec un Sigma de max 7% de la durée de la tâche. Lorsque nous avons réunis ces conditions nous ne jalonnons plus et chaque soir le statut des opérations terminées le jour est passé en manuel en moins d’une minute à «terminé» => (copy/paste), puis nous resynchronisons pour avoir le plan de prod de demain. L’APS est tellement puissant que pour notre projet la resynchronisation du 29 mars à fin novembre prend 2.62sec (1355 OF et 2307 Op), pour une quarantaines de machines assemblées, toutes différentes et montées selon des VSM ayant pour la plupart 1 flux primaire et 3 flux secondaires.