Lean: Pourquoi passer au numérique?
Pourquoi passer au numérique? Chaque seconde qui passe ne reviendra plus! Le Lean peut être considéré comme une communauté qui décide de travailler ensemble pour utiliser chaque seconde qui passe…
Pourquoi passer au numérique? Chaque seconde qui passe ne reviendra plus! Le Lean peut être considéré comme une communauté qui décide de travailler ensemble pour utiliser chaque seconde qui passe…
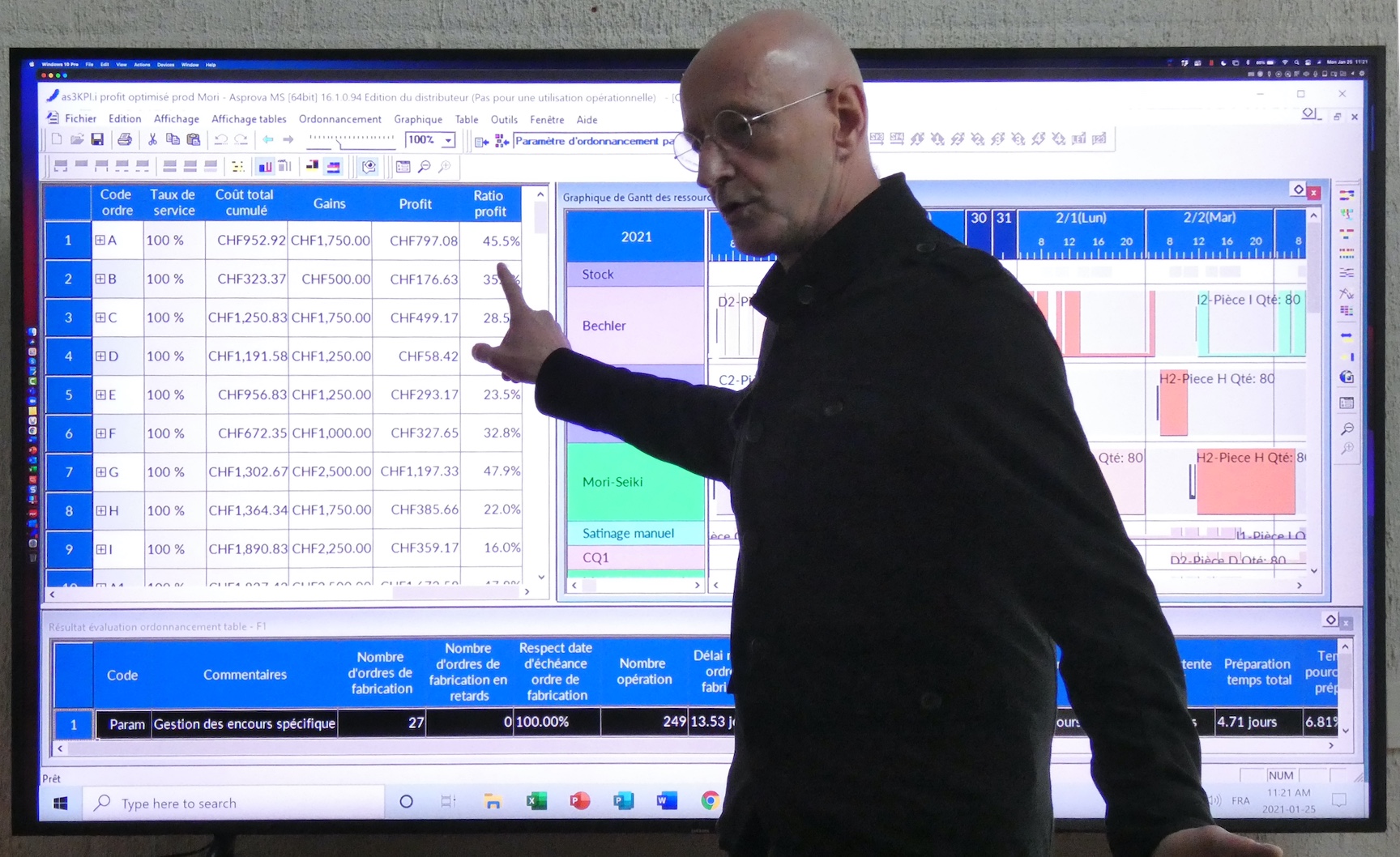
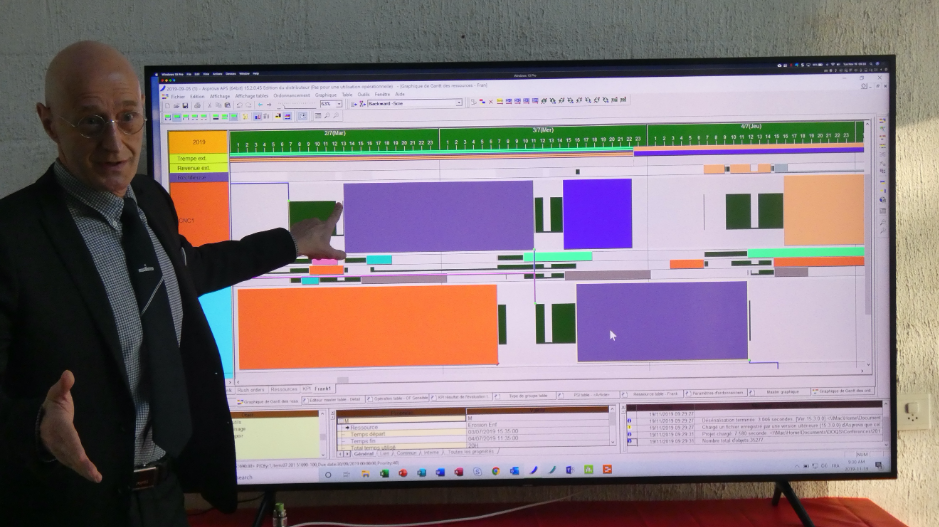
Je rappelerai rapidement les principes du Lean comme cela nous aurons plus de temps pour simuler des améliorations, depuis Excel, en Lean-Numérique sur une organisation virtuelle.L'exercice sera présenté à l'aide du logiciel APS "ASPROVA", + de 30 ans d'expérience dans la simulation et le suivi de production.Avec Asprova la carte EST le territoire, en planification il n’y a pas de juste milieu => 100% ou 0%.

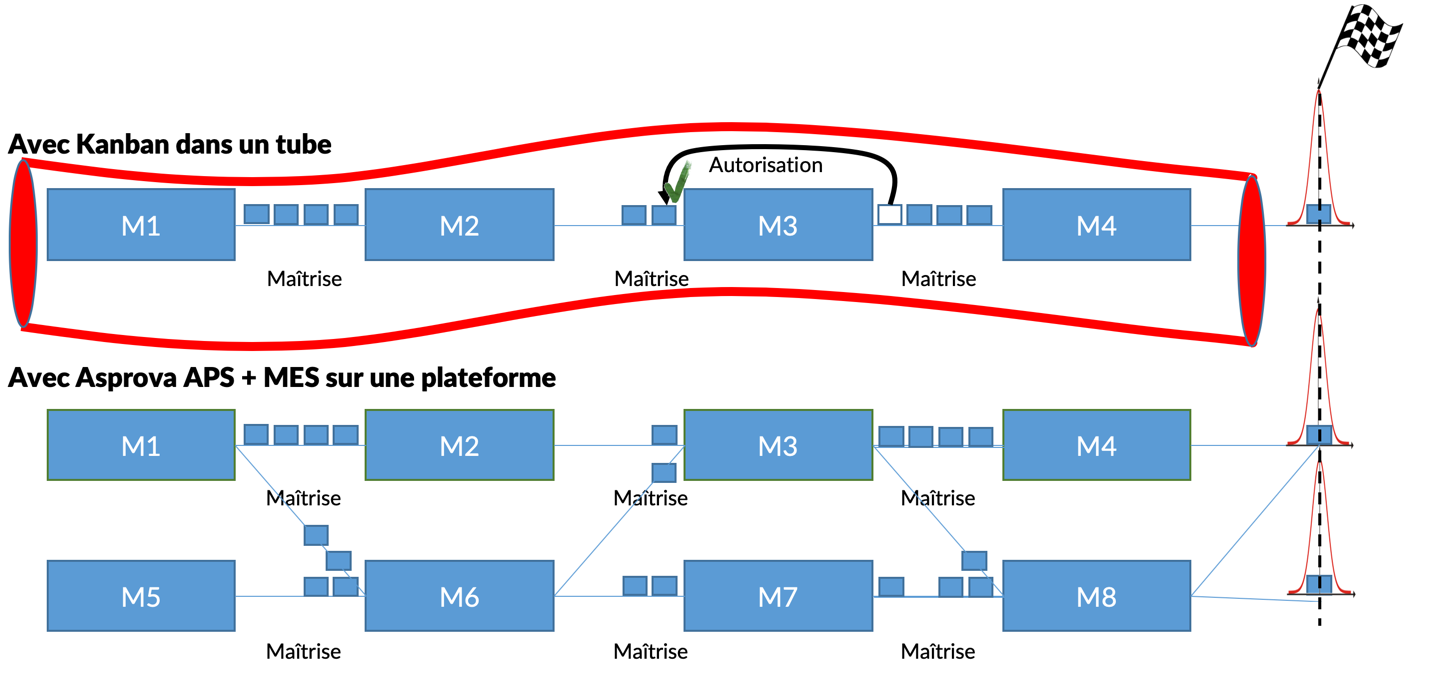
Configuration usuelle de notre solution Lean-Numérique Le Lean-Numérique permet la simulation hors ligne avec son APS et le suivi de la production avec son MES Le Lean-Numérique avec Asprova APS Le Lean-Numérique avec Asprova MES Le Lean-Numérique avec Asprova BOM

Le Lean-Numérique est une évolution du Lean classique. Le nom "LEAN" a été donné en 1991 par l'équipe de Jim Womack, mais Taiichi Ohno a mis 40 ans pour développer le concept, soit bien avant l'ère du Numérique. Avec le Lean-Numérique vous rendez tous les collaborateurs heureux car le système devient très rapidement l'unique référence de l'organisation de production.

La période particulière que nous vivons met en relief une opportunité, en effet, si la charge est inférieure cela permet de tendre les flux sans prendre trop de risques! La réduction de la taille de lot va certes challenger la maîtrise des réglages mais également tous les services associés: Outillage, compétences, règles d'ordonnancement, nomenclature, plans, instructions, gammes, .... Cela place immanquablement la maîtrise sur une spirale ascensionnelle.
"Améliorer la satisfaction client en diminuant les gaspillages" pourrait être la Raison d'Être du Lean. La diminution des gaspillages se fait par une meilleure maîtrise, tirée par la diminution du temps d'exécution et des variabilités associées.

Le Lean c’est comme la qualité, tout le monde en parle, mais concrètement de quoi s’agit-il ? Concrètement il s’agit dans l’atelier et dans les bureaux de réduire les 2 gaspillages « prioritaires » de Taiichi Ohno : Le 1er est « la surproduction » et le 2ème est relatif aux « temps attentes ». Pour cela nous travaillons avec des concepts connus comme la maîtrise et la réduction des encours, la réduction des temps de changement d’outils et la réduction des non-conformités sur une ligne. C’est bien mais il y a un développement totalement passé sous silence qui a un impact sur la performance égale, c’est le Séquencement de vos opérations.
Le Lean-Numérique se déploie à l’identique du Lean classique. La partie numérique est très performante lorsqu’elle permet de synchroniser toute l’entreprise des commandes aux achats de matières premières, néanmoins elle procure également l’avantage de se déployer processus après processus afin de ne pas générer une disruption qui pourrait générer un déphasage avec le rythme de l’évolution culturelle.

Planification automatique avec l’APS Asprova Globalement de plus en plus d'industries découvrent qu'I4.0 ne peut être mis en route sans un APS (Advanced Planning System). Tout le monde parle de "Smart Factories", d'usines "zéro papier" mais la plupart sont très loin de cet idéal

Pourquoi parlons-nous de Lean-Numérique ? En 1943 Toyota vivait des années sombres et peinant face aux industriels Américains. La famille Toyoda donne tout son pouvoir à Taiichi Ohno qui allait suivre une démarche à l’opposé de celle d’Alfred Sloan alors CEO de GMC. Il catégorise les gaspillages mais ce concentre majoritairement sur les 2 premiers, surproduction et temps d’attente, il injecte à grande dose la qualité et il se sert de « kanban » pour maîtriser les en-cours ...
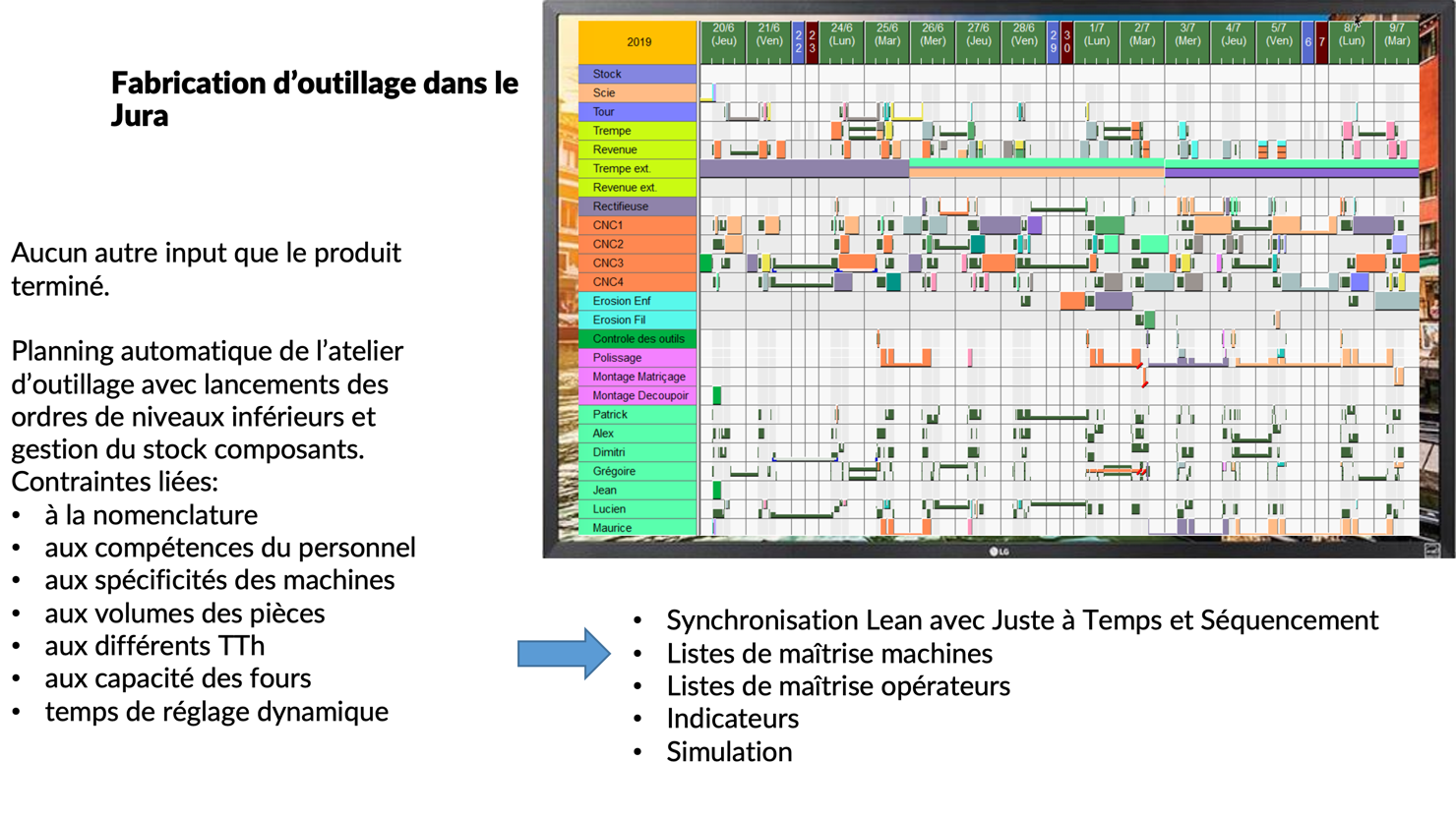
Cet article décrit le déploiement du Lean-Numérique dans un atelier d'outillage de l'industrie horlogère Suisse. Pourquoi un atelier d'outillage, et bien parce-que l'agilité y est une condition nécessaire.

Deux cultures de planifications existent, la première très répandue en Europe est l’approche globale par le haut (combien peux-tu faire de produits dans ton atelier en 1 semaine : 5000, je reçois une commande de 10.000 alors je confirme à 2 semaines) et l’autre très répandue en Asie, par le bas (j’entre toutes les ressources nécessaires pour faire les produits et je synchronise automatiquement en appuyant sur un bouton).

Une synthèse MES-ERP-APS, quelles sont les ressemblances et quelles sont les différences.
Que faire dans cette situation? L’entreprise Lesmatous SA fabrique des systèmes vis-écrous emballés dans des paquets spéciaux pour l’industrie horlogère. Depuis quelques années l’environnement a changé, la compétition fait rage et malgré tout ses efforts ses marges diminuent. Les clients ne sont pas contents, ils disent que les délais sont trop longs et que Lesmatous SA n’est même pas capable de les respecter, il y a de claires menaces de changer de fournisseur.